












Tutti i prodotti
-
Montaggio di acciaio per costruzioni edili
-
Montaggio d'acciaio pesante
-
Montaggio d'acciaio del metallo
-
montaggi della lamiera sottile
-
Costruzione di edifici d'acciaio di alto aumento
-
costruzione della struttura di acciaio per costruzioni edili
-
Ponte di trave d'acciaio
-
Ponte di capriata d'acciaio
-
Ponte pedonale del passaggio
-
Struttura d'acciaio prefabbricata
-
inquadratura d'acciaio leggera
-
struttura d'acciaio galvanizzata
-
Montaggio di acciaio inossidabile
-
Iluminazione pubblica palo d'acciaio
-
Strutture sopraelevate del segno
-
Ponti ad arco in acciaio
-
Ponte a travi prefabbricate
-
 Donald McwayneI buoni membri del team sempre offrono il bilancio a tempo e rispondono alle domande con pazienza, grande lavoro!
Donald McwayneI buoni membri del team sempre offrono il bilancio a tempo e rispondono alle domande con pazienza, grande lavoro! -
 Joseph AlexanderSto ritenendo completamente rispettato quando prende con la tolleranza ed ha dato sempre il migliore consiglio. La prima serie dei pannelli del ponte ottenuti è grande anche. ringraziamenti tutti.
Joseph AlexanderSto ritenendo completamente rispettato quando prende con la tolleranza ed ha dato sempre il migliore consiglio. La prima serie dei pannelli del ponte ottenuti è grande anche. ringraziamenti tutti.
Norma 1554 di processo AS/NZS Australia della costruzione della struttura di acciaio per costruzioni edili del fascio di parallelo





| Luogo di origine | La Cina |
|---|---|
| Marca | FASEC |
| Certificazione | CE, ISO, SGS |
| Numero di modello | HZFS |
| Quantità di ordine minimo | 20 tonnellate |
| Prezzo | USD1000-2600/ton |
| Imballaggi particolari | imballaggio in condizione di navigare in contenitore o nave alla rinfusa |
| Tempi di consegna | Secondo i bisogni del cliente come 2-3 mesi |
| Termini di pagamento | L/C, T/T, D/A, D/P |
| Capacità di alimentazione | 100000 tonnellate all'anno |
Dettagli
| Materiale | Acciaio di Q355b | Grado | Q355b |
|---|---|---|---|
| Tipo | Pesante | Dimensione | Su misura |
| Trattamento di superficie | Galvanizzato o dipinto | Colore | Colore su misura |
| Applicazione | Costruzione | ||
| Evidenziare | costruzione delle strutture degli acciai per costruzioni edili del fascio di parallelo,Costruzioni AS/NZS 1554 delle strutture degli acciai per costruzioni edili,Costruzioni AS/NZS 1554 della struttura degli acciai per costruzioni edili di FASEC |
||
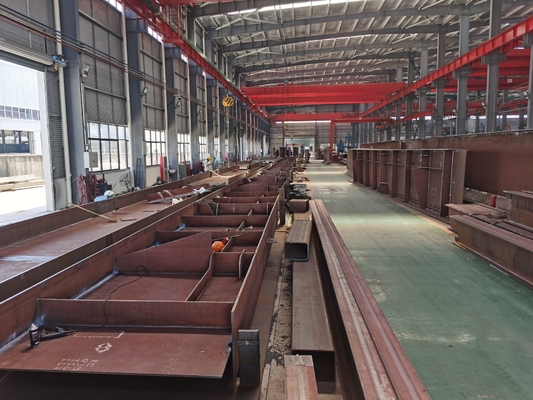
Descrizione di prodotto
La norma 1554 di AS/NZS Australia ha certificato il montaggio della costruzione di acciaio per costruzioni edili
La saldatura è un processo di fabbricazione e una tecnica per l'aggiunta i metalli o delle altre materie termoplastiche quale la plastica per mezzo di calore, temperatura elevata, o alta pressione. Ci sono molte fonti di energia per saldatura moderna, compreso la fiamma del gas, l'arco, il laser, il fascio di elettroni, l'attrito ed ultrasonico.
Saldatura ad arco manuale e materiali di consumo ed attrezzature di saldatura a gas protettivo di CO2
1. L'elettrodo dovrebbe essere asciugato in una scatola di secchezza ad alta temperatura ed il numero di volte che l'elettrodo dovrebbe essere asciugato non dovrebbe superare due volte.
2. L'imballaggio del cavo di saldatura dovrebbe essere in buone condizioni. Se è danneggiato, il cavo di saldatura dovrebbe parzialmente essere scartato se è contaminato, piegato o disordinato.
3. La purezza del gas di CO2 non dovrebbe essere più bassa di 99,9% (rapporto del volume), il contenuto idrico dovrebbe essere più bassa di 0,05% (rapporto di peso) e la bottiglia dovrebbe essere bloccata quando l'alta pressione nella bottiglia è più bassa di 1MPa.
4. La tensione della saldatrice dovrebbe essere normale, la messa a terra dovrebbe essere premuta saldamente, il contatto dovrebbe essere affidabile, il cavo e le tenaglie di saldatura non dovrebbero essere danneggiate, l'alimentatore del cavo dovrebbe potere alimentare uniformemente il cavo ed il tubo di gas dovrebbe essere esente da fuga o dal bloccaggio di aria.
Tecniche di saldatura dell'installazione e requisiti generali
La sequenza generale di saldatura è: preriscaldamento del → di ispezione della pre-saldatura ed installazione del → di rimozione della ruggine di ispezione di saldatura di saldatura del → del → del piatto di colpo di arco e del cuscinetto
1. Prima di saldatura, controlli l'angolo di scanalatura, l'importo smussato del bordo, di lacuna e di contrappeso e rimuova i punti della ruggine, le macchie di olio, le ossidazioni dell'ossido di ferro, ecc. nella scanalatura e da entrambi i lati.
2. preriscaldi. Prima di saldatura, utilizzi la saldatura a gas o una pistola bollente speciale per riscaldare uniformemente la scanalatura ed il metallo base all'interno di 100mm da entrambi i lati e per misurare la temperatura con un termometro di superficie per impedire la temperatura la riunione i requisiti o dell'ossidazione locale della superficie e preriscaldi la temperatura.
3. riverifichi la temperatura di preriscaldamento, se la temperatura non è abbastanza, dovrebbe essere riscaldato per farlo soddisfare le richieste.
4. Nell'installare il piatto di appoggio di saldatura ed il piatto di innesco del'arco, i requisiti di superficie di pulizia sono gli stessi della superficie della scanalatura. Il piatto di appoggio ed il metallo base dovrebbero essere attaccati molto attentamente ed il piatto di innesco del'arco ed il metallo base dovrebbero essere saldati saldamente.
5. saldare: La perla di saldatura del primo strato dovrebbe sigillare il collegamento fra il metallo base ed il piatto di appoggio nella scanalatura e poi accumula lo strato di saldatura dallo strato fino a riempire la scanalatura. Dopo ogni cucitura di saldatura è completato, le scorie di saldatura e lo spruzzo deve essere rimosso. Se sta saldando i difetti, dovrebbero essere rimossi e riparati a tempo.
6. Un giunto deve essere saldato continuamente. Se la saldatura è interrotta a metà strada come ultima località di soggiorno, dovrebbe essere trattata con conservazione del calore ed il raffreddamento lento. Prima di saldare nuovamente, dovrebbe essere riscaldata secondo i regolamenti.
7. la saldatura dovrebbe essere interrotta nel caso di pioggia o di neve e ci dovrebbero essere schermi e baldacchini di vento intorno e sopra i giunti di saldatura delle componenti. La saldatura dovrebbe essere interrotta quando la velocità del vento è maggior di 5m/s. Quando la temperatura ambiente è più bassa di zero, preriscaldare e le misure dopo riscaldamento dovrebbero essere approntati secondo i regolamenti.
8. L'acciaio per costruzioni edili del carbonio dovrebbe essere raffreddato alla temperatura ambiente nella saldatura e l'acciaio per costruzioni edili bassolegato dovrebbe essere provato a rilevazione del difetto della saldatura 24 ore dopo completamento.
9. i saldatori e gli ispettori dovrebbero riempire con attenzione la forma record del lavoro.
Sequenza di saldatura e parametri trattati per i giunti tipici
1. Quando le colonne superiori e più basse senza anse sono saldate simmetricamente a 1/3 dello spessore del piatto da due saldatori da entrambi i lati, tagli le anse.
2. Poi due saldatori saldano simmetricamente a 1/3 dello spessore del piatto da entrambi i lati dal lato del piatto tagliato dell'orecchio.
3. Due saldatori saranno responsabili della saldatura dei due lati adiacenti rispettivamente.
4. I giunti della perla della saldatura fra ciascuno due strati dovrebbero essere vacillati l'uno dall'altro. I giunti della perla della saldatura saldati da due saldatori dovrebbero anche prestare attenzione allo staggeredness di ogni strato. Durante il processo di saldatura, l'attenzione dovrebbe essere pagata ad individuare la temperatura fra gli strati.
5. parametri trattati di saldatura:
Saldatura a gas protettivo di CO2: diametro di cavo Φ1.2mm, 280~320A corrente, velocità di saldatura 350~450mm/min
Lunghezza di estensione del cavo: circa 20mm, flusso 25~80L/min del gas,
Tensione 29~34V, temperatura 120~150℃ dello strato intermedio
Tipo di saldatura
1. saldatura ad arco dell'elettrodo:
Principio - metodo della saldatura ad arco per la saldatura con un elettrodo a mano. Facendo uso dell'arco bruciante stabile stabilito fra l'elettrodo ed il gruppo saldato, l'elettrodo ed il gruppo saldato sono fusi per ottenere un giunto saldato costante. Appartiene alla protezione del giunto delle gas-scorie.
Caratteristiche di conduttura - operazione flessibile; requisiti bassi dell'assemblea del giunto essere saldato; vasta gamma dei materiali saldabili del metallo; produttività di saldatura bassa; forte dipendenza da qualità della saldatura (secondo le abilità di funzionamento e la prestazione in loco del saldatore).
Applicazione - ampiamente usata in costruzione navale, caldaie e contenitori a pressione, fabbricazione del macchinario, strutture edili, attrezzature chimiche ed altre fabbricazione ed industrie di manutenzione. È adatto a saldatura dei materiali vari del metallo, di vari spessori e di varie forme strutturali (nelle industrie di cui sopra).
2. Saldatura ad arco sommersa (saldatura automatica):
Principio - le ustioni dell'arco nell'ambito dello strato di cambiamento continuo. Le saldature sono costituite dalla fusione il cavo, il cambiamento continuo e del metallo base (saldatura) facendo uso del calore generato dall'arco che brucia fra il cavo ed il gruppo saldato. Protezione delle scorie.
Caratteristiche di conduttura - alta produttività di saldatura; buona qualità della saldatura; costo di saldatura basso; buone circostanze di lavoro; difficile saldare nello spazio; alti requisiti della saldatura della qualità dell'assemblea; cattivo) e brevi saldature.
Applicazione - ampiamente usata nella costruzione navale, in caldaie, in ponti, in macchina di sollevamento e nella fabbricazione metallurgica del macchinario. La saldatura ad arco sommersa può essere usata per tutto il gruppo saldato in cui la saldatura può essere tenuta in una posizione orizzontale o con un piccolo angolo di inclinazione. Lo spessore del piatto dovrebbe essere maggior di 5 millimetri (anti-ustione da parte a parte). Acciaio per costruzioni edili acciaio del carbonio e bassolegato per costruzioni edili di saldatura, acciaio inossidabile, acciaio termoresistente, acciaio composito, ecc.
3. Saldatura a gas protettivo dell'anidride carbonica (saldatura automatica o semiautomatica):
Principio: Un metodo fuso della saldatura ad arco dell'elettrodo usando l'anidride carbonica come gas proteggente. Protezione di gas.
Caratteristiche di conduttura - alta produttività di saldatura; costo di saldatura basso; piccola deformazione di saldatura (riscaldamento ad arco concentrato); alta qualità di saldatura; operazione semplice; alto tasso dello spruzzo; difficile saldare con corrente alternata; resistenza al vento carente; Metallo.
Applicazione - pricipalmente acciaio a basso tenore di carbonio di saldatura ed acciaio bassolegato. Disponibile in vari spessori. Ampiamente usato nella fabbricazione dell'automobile, fabbricazione del veicolo e della locomotiva, macchinario chimico, macchinario agricolo, macchinario minerario ed altri dipartimenti.
4. Saldatura di MIG/MAG (che fonde gas estremamente inerte/saldatura a gas protettivo attiva):
Principio della saldatura di MIG - un metodo di saldatura ad arco facendo uso di gas inerte come protezione gas e del cavo di saldatura come elettrodo di fusione.
Il gas proteggente è solitamente l'argon o elio o una mescolanza. Il MIG usa il gas inerte ed il MAG aggiunge una piccola quantità di gas attivo, quali ossigeno, l'anidride carbonica, ecc., al gas inerte.
Caratteristiche di conduttura - buone saldando qualità; alta produttività di saldatura; nessuna reazione di deidrogenazione e di deossidazione (facile formare i difetti di saldatura, particolarmente i requisiti rigorosi di pulizia di superficie dei materiali di saldatura); resistenza al vento carente; apparecchio per saldare complesso.
L'applicazione - può saldare quasi tutti i materiali del metallo, pricipalmente usati per la saldatura dei metalli non ferrosi ed il loro leghe, acciaio inossidabile ed alcuni acciai legati (troppo costosi). Lo spessore più sottile è di circa 1 millimetro e lo spessore massimo è basicamente illimitato.
5. Saldatura di TIG (saldatura a gas protettivo inerte del tungsteno)
Principio - sotto la protezione di gas inerte, l'arco ha generato fra l'elettrodo del tungsteno ed il gruppo saldato è usato per fondere il metallo base ed il cavo del riempitore (o senza cavo del riempitore) per formare il metodo di saldatura della saldatura. Gli elettrodi non si fondono durante la saldatura.
Caratteristiche di conduttura - forte adattabilità (arco stabile, nessuno spruzzo); produttività di saldatura bassa (l'elettrodo del tungsteno ha capacità ditrasporto difficile (fusione ed evaporazione dell'elettrodo del anti-tungsteno, cucitura di saldatura del anti-tungsteno)); alto costo di produzione.
Applicazione - quasi tutti i materiali del metallo possono essere saldati, comunemente usato per la saldatura dell'acciaio inossidabile, leghe ad alta temperatura, alluminio, magnesio, titanio e le loro leghe, metalli attivi refrattari (zirconio, tantalio, molibdeno, niobio, ecc.) e metalli del isobell. Lo spessore di saldatura è generalmente di meno di 6 millimetri, o la saldatura inferiore delle parti spesse. Facendo uso di una scanalatura di piccolo-angolo (tecnologia stretta della scanalatura) possono realizzare la saldatura di TIG automatica delle lacune strette con uno spessore di più di 90mm.
![]()
Prodotti raccomandati